正文
通过不同涂料涂装体系VOC排放特征的比较,可知减少工业涂装VOC排放及其对大气环境影响的最有效途径是实施源头和过程控制。即在生产的源头,采用低VOC含量的涂料,因此我国《大气污染防治法》第46条明确提出“工业涂装企业应当使用低挥发性有机物含量的涂料”。低VOC含量涂料包含粉末、水性、高固体分、紫外光固化涂料等多种类型,而不应简单将低VOC含量的涂料等同于水性涂料。粉末涂料固含量接近100%,涂装过程基本不排放VOC,使用粉末涂料替代溶剂型涂料,VOC排放可削减95%以上。
典型汽车和钢结构生产企业涂料成分测试结果如图4和图5所示。使用水性涂料替代溶剂型中低固体分涂料,可减少VOC排放50%左右。由于《大气污染防治法》未明确低VOC含量涂料的定义,各地在操作实施时,应制定不同行业低VOC含量涂料目录,依据当地大气环境质量改善需求、各行业涂料涂装技术的发展趋势,明确适用的低VOC含量涂料种类及其VOC含量限值要求。
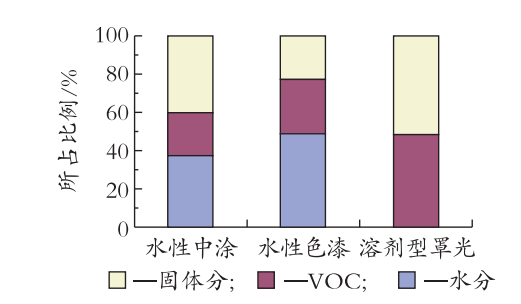
图4轿车不同涂层涂料组分构成
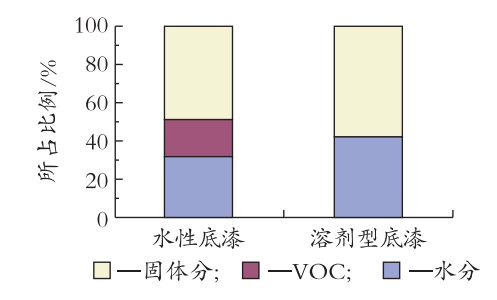
图5钢结构不同类型底漆组分构成
对于涂装工艺过程的控制,一方面是要建立密闭型生产成套装置,大件喷涂采用组件拆分、分段喷涂方式,为后续VOC的收集治理奠定基础;另一方面是要推广应用自动连续化喷涂线,采用高传递效率的涂装技术,提高涂料利用效率,减少涂料消费量。目前,我国工业涂装企业普遍采用低涂料传递效率的传统手动空气喷枪进行喷涂作业,喷涂传递效率通常只有25%~40%左右,产生过量喷涂问题,增加了涂料消耗及VOC排放量,如表1所示。因此,工业涂装企业应优化产品设计,实施部件涂装,根据部件的材质和形状分类制定涂装工艺,选择传递效率最优的涂装技术和设备,如空气辅助喷涂、无气喷涂、静电喷涂等,减少涂料使用量和VOC排放。
表1不同涂装技术的涂料传递效率及其适用范围

现阶段末端治理仍是实现我国工业涂装行业VOC减排最为有效的手段之一,但目前我国VOC治理技术依然存在较多问题。由于不同行业排放VOC的浓度、物质种类、风量及其连续性各不相同,而治理企业拥有的治理技术良莠不齐,均存在一定的局限性和缺点,治理效果与期望值存在较大的差距。为提高工业涂装末端治理设施VOC的综合去除效率,首先迫切需要提升VOC收集效率,增加进入治理设施的VOC量、减少VOC无组织逸散排放,为此,涂料、稀释剂、清洗剂等含VOC原辅材料应密闭贮存,有条件可采用集中供料系统,无集中供料系统时原辅料转运应采用密闭容器封存,缩短转运路径;涂料调配、喷涂、烘干(晾干、风干)及涂装设备清洗等各工序应在独立密闭空间或密闭设备中进行,涉及VOC排放的区域应负压操作并设置压力监测仪表,建设帷幕式气罩,将整个工业涂装工序的VOC收集效率提高到80%以上。
为筛选出适合工业涂装的最佳可行末端治理技术,应建立一套末端治理技术评价指标,即涵盖“去除率、排放控制水平、运行稳定性、操作维护复杂程度、技术衔接性、安全性、成熟度、一次投资、能源消耗、消耗品、人力成本、资源回收、能源回收、环境效益、二次污染”15项评价指标,运用AHP分析法进行评价筛选,针对喷涂、晾(风)干废气等常温废气和烘干废气排放特征的不同,推荐采用不同的治理技术。评价结果显示,对于喷漆、晾(风)干废气,由于含有漆雾且废气风量大、浓度低,建议采用组合技术进行治理,鼓励采用干式过滤高效除漆雾、“湿式水帘+多级过滤除湿”联合装置、静电漆雾捕集等先进除漆雾装置,使用溶剂型涂料时建设“吸附浓缩+燃烧”处理设施;若喷漆废气风量小、浓度低、周边环境不敏感,在考虑一次性投资和运行成本的情况下,可联合采用“活性炭吸附+低温等离子”等组合技术,低温等离子法、光催化法等干式氧化技术也可与吸收技术组合使用。而使用溶剂型涂料的烘干工序产生的有机废气浓度、温度较高,应采用蓄热式热力燃烧装置或催化燃烧装置单独处理,在保证安全、有设备条件的基础上,可考虑采用回收式热力燃烧装置,产生热量作为烘干供热设备的热源,充分利用有机废气中VOC的热值,具有较好经济效益,而且去除效率高,VOC可达到国家和地方排放标准。
由于工业涂装覆盖行业广阔,对不同行业应结合自身特点实施差异化控制。从整体上看,工业涂装VOC排放治理的技术路线可分3类。第一类是低(无)VOC含量涂料替代技术已经较为成熟的行业,如汽车、木质家具、集装箱制造等,应重在源头控制,可全行业全面使用低VOC含量涂料替代,推动行业绿色转型。集装箱制造行业除一次打砂工序外,整箱打砂、箱内外涂装、底架和木地板涂装应全面使用水性涂料;使用溶剂型涂料的一次打砂工序,应配套建设VOC收集治理设施。汽车制造的中涂、色漆应使用水性涂料,或中涂、色漆、罩光清漆全面替换为高固体分涂料,配套使用“三涂一烘”、“免中涂”等紧凑型工艺;对溶剂型涂料喷涂与流平、烘干的VOC排放进行分类收集和治理。木质家具生产使用水性、紫外光固化涂料替代,人造板家具推广使用粉末涂料,全面使用水性胶粘剂。









